MARX-40T Knickgelenk-Hochgeschwindigkeits-Präzisionspresse

Wichtigste technische Parameter:
| Modell | MARX-40T | ||||
| Kapazität | KN | 400 | |||
| Hublänge | MM | 16 | 20 | 25 | 30 |
| Maximaler SPM | SPM | 1000 | 900 | 850 | 800 |
| Mindest-SPM | SPM | 180 | 180 | 180 | 180 |
| Würfelhöhe | MM | 190-240 | |||
| Einstellung der Werkzeughöhe | MM | 50 | |||
| Schiebebereich | MM | 750x340 | |||
| Stützbereich | MM | 750x500 | |||
| Bettöffnung | MM | 560x120 | |||
| Öffnung stärken | MM | 500x100 | |||
| Hauptmotor | KW | 15x4P | |||
| Genauigkeit | JIS/JIS Spezialklasse | ||||
| Oberes Stempelgewicht | KG | MAX 105/105 | |||
| Gesamtgewicht | TONNE | 8 | |||
Hauptmerkmale:
1. Die Knöchelpresse maximiert ihre mechanischen Eigenschaften. Sie zeichnet sich durch hohe Steifigkeit, hohe Genauigkeit und gute Wärmeverteilung aus.
2. Ausgestattet mit einem vollständigen Gegengewicht, verringert es die Verschiebung der Werkzeughöhe aufgrund der Änderung der Stanzgeschwindigkeit und verringert die Verschiebung des unteren Totpunkts beim ersten und zweiten Stanzvorgang.
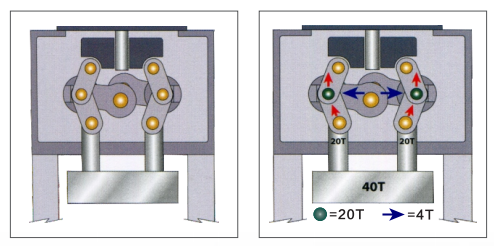
3. Ein Ausgleichsmechanismus wurde entwickelt, um die Kräfte auf jeder Seite auszugleichen. Seine Struktur besteht aus einer achtseitigen Nadellagerführung, wodurch die exzentrische Belastbarkeit des Gleiters weiter verbessert wird.
4. Neue, spielfreie Kupplungsbremse mit langer Lebensdauer und geringem Geräuschpegel für leiseres Pressen. Die Auflagefläche beträgt 1100 mm (60 Tonnen) bzw. 1500 mm (80 Tonnen) und ist damit die größte in ihrer jeweiligen Tonnage innerhalb unseres gesamten Produktsortiments.
5. Dank der Servo-Werkzeughöhenverstellung und der Werkzeughöhen-Speicherfunktion werden die Werkzeugwechselzeiten verkürzt und die Produktionseffizienz gesteigert.

Perfekter Stempeleffekt:
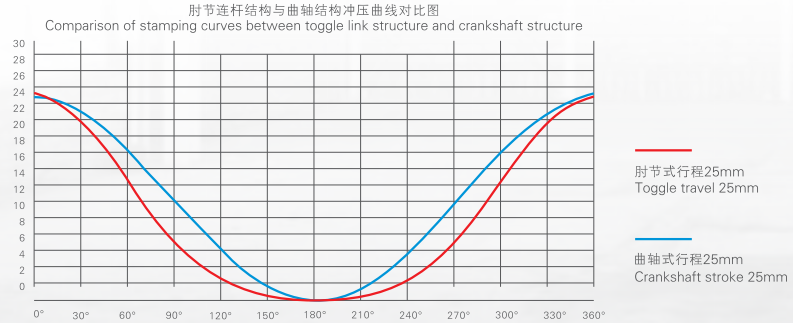
Die horizontal symmetrische Kniehebelkonstruktion gewährleistet eine gleichmäßige Bewegung des Schiebers nahe dem unteren Totpunkt und erzielt so ein perfektes Stanzergebnis, das die Stanzanforderungen für Leadframes und andere Produkte erfüllt. Gleichzeitig reduziert die Bewegungsart des Schiebers die Belastung des Werkzeugs beim Hochgeschwindigkeitsstanzen und verlängert dessen Lebensdauer.Leben.
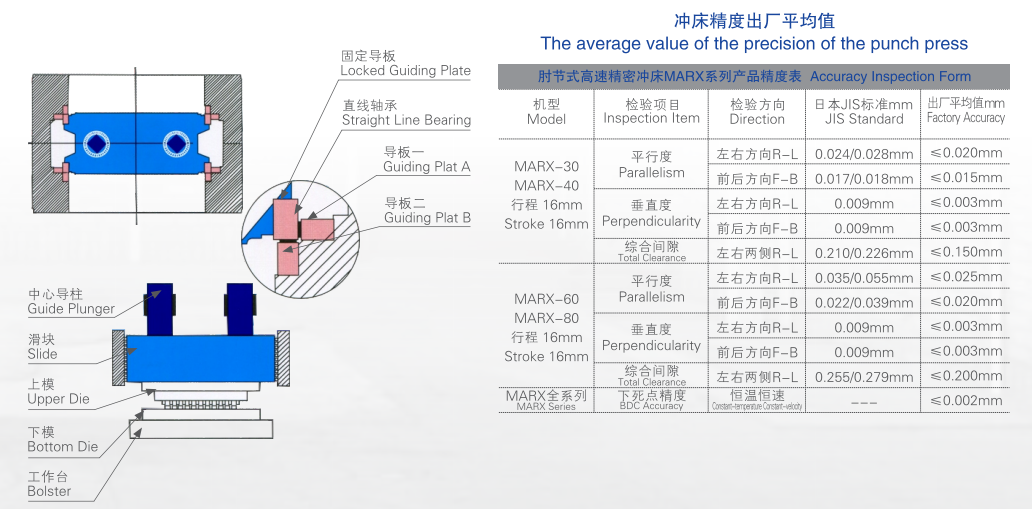
MRAX Superfine Precision – Gute Steifigkeit und hohe Präzision
Der Schieber wird durch eine Führung aus Doppelstempeln und einer achteckigen Flachrolle mit nahezu keinem Spiel geführt. Er zeichnet sich durch hohe Steifigkeit, hohe Belastbarkeit bei Schrägbelastung und hohe Stanzpräzision aus. Zudem besitzt er eine hohe Schlag- und Verschleißfestigkeit.
Hochgeschwindigkeits-Präzisionspresse vom Typ Knuckle
Die Führungsmaterialien gewährleisten die langfristige Stabilität der Pressenpräzision und verlängern die Intervalle für die Werkzeugreparatur.
Strukturdiagramm
Presseprodukte
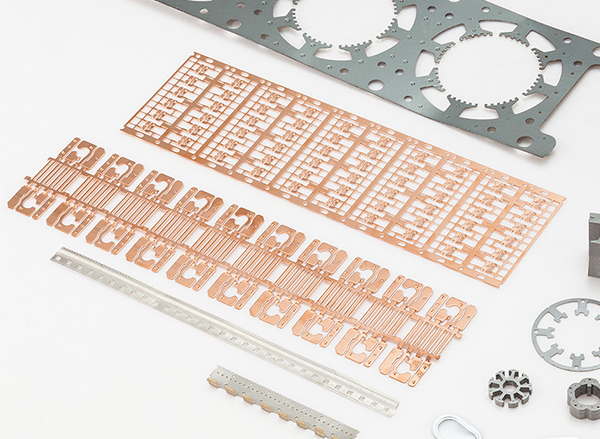
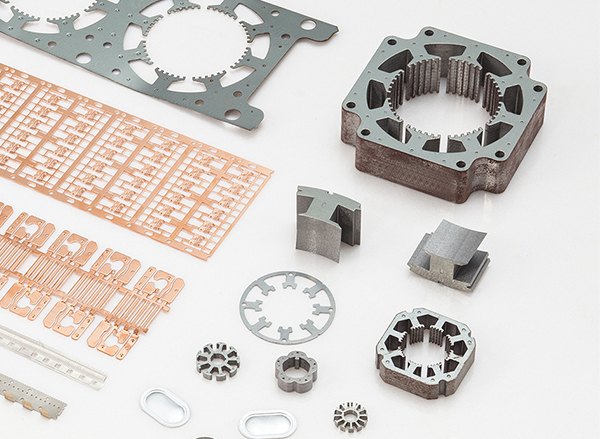
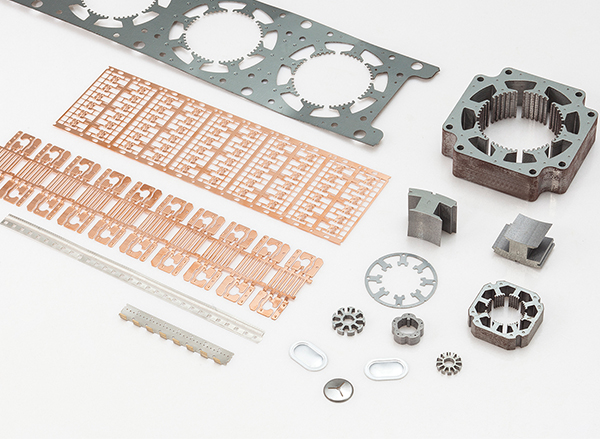
Leadframe
Der Chip im Inneren des Gehäuses wird üblicherweise mit dem Anschlussrahmen verklebt, und anschließend werden die Chipflächen mittels Bonddrähten mit den Anschlüssen verbunden. Im letzten Fertigungsschritt wird der Anschlussrahmen in ein Kunststoffgehäuse eingegossen, und der äußere Teil des Anschlussrahmens wird abgetrennt, wodurch alle Anschlüsse voneinander getrennt werden.
Leadframes werden durch Materialabtrag von einer flachen Kupfer- oder Kupferlegierungsplatte hergestellt. Zwei Verfahren hierfür sind das Ätzen (geeignet für hohe Anschlussdichte) und das Stanzen (geeignet für niedrige Anschlussdichte). Stanzen (oder Prägen) ist heutzutage die effektivste, präziseste und technologisch fortschrittlichste Methode zur Herstellung von Leadframes.
Die Hauptursache für den durch eine 60-Tonnen-Knickgelenk-Hochgeschwindigkeits-Stanzpresse verursachten Unfall in der Landwirtschaft liegt im Fehlen notwendiger Schutzvorrichtungen und -einrichtungen sowie im unzureichenden Arbeitsschutz bei gefährlichen Arbeitsvorgängen. Die technische Ursache des Unfalls an der Stanzpresse ist das Ungleichgewicht zwischen der Handlung des Bedieners und dem Betrieb der Werkzeugmaschine.
Produktkategorien
-

MARX-220W Hochgeschwindigkeits-Stanzmaschine mit Knöchelgelenk
-
MARX-260T Knuckle Type High Speed Punch Machine
-
MARX-260W Hochgeschwindigkeits-Stanzmaschine mit Gelenk
-

MARX-60T Knickgelenk-Hochgeschwindigkeits-Präzisionspresse
-

MARX-80T-W Schlagring-Hochgeschwindigkeits-Schlagmaschine...
-
MARX-150T-W Knöchel-Hochgeschwindigkeits-Stanzmaschine...